In the modern era of food service and sustainable packaging, Double PE Coated Cup Paper has emerged as the gold standard for cold beverage containers and diverse food storage solutions. Unlike single-coated paper, which only features a polyethylene layer on the inside, double PE coating applies a protective barrier to both the interior and exterior of the paper base. This technological advancement is critical in the global industrial market, as it prevents the paper from softening due to "sweating" caused by condensation on the outside of cold drink cups.
The demand for high-quality cup paper is surging across North America, Europe, and Southeast Asia. As global fast-food chains and specialty coffee shops expand, the need for reliable, moisture-resistant packaging becomes paramount.
We are witnessing a major shift toward 100% biodegradable and compostable coatings. While PE remains the most cost-effective and functional barrier, R&D is focusing on hybrid coatings that maintain structural integrity while improving recyclability.
Global enterprises now prioritize suppliers who offer consistent GSM (Grams per Square Meter), superior brightness, and strict food-grade compliance (FDA/SGS). Procurement is no longer just about price; it's about supply chain resilience.
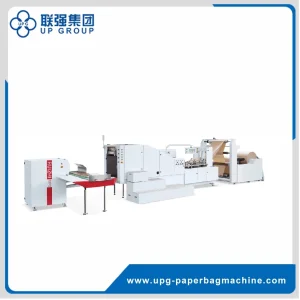
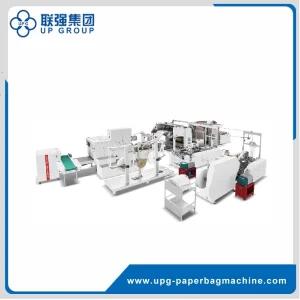
We specialized in producing cup paper and food packaging board, such for making paper cups, paper bowls, buckets, paper food boxes, paper plates, and paper lids. Our manufacturing process integrates precision coating with high-quality base paper, ensuring that every roll or sheet meets the rigorous demands of high-speed forming machines.
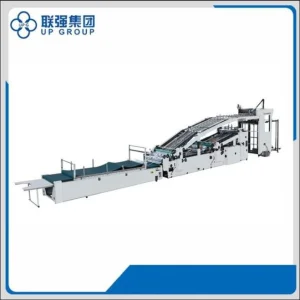
As a leading manufacturer based in China, we leverage a robust supply chain and advanced machinery (such as our LQ series bottomers and laminators) to provide "UP Group" quality to the world. Our mission is supplying trusty products, improving technologies continually, controlling quality strictly, providing after-sale service in time, innovating and developing constantly.
Our factory, founded in 1998, has grown from a local supplier to a global powerhouse. Why do partners choose us?
Double PE Coated Cup Paper is not a one-size-fits-all product. Its application varies by region and climate:
Engineered for excellence, trusted by brands worldwide.




Quality in the double PE coated paper industry is measured by the adhesion of the polyethylene layer to the base paper. Our process utilizes advanced Corona Treatment to enhance surface tension, ensuring that the coating never peels, even under extreme temperature fluctuations. This level of Authoritativeness in manufacturing has allowed us to maintain stable and long-term partners in more than 50 countries.
Our cup paper and food packaging board products are rigorously tested for:
Sustainability Commitment: UP Group recognizes the global push for environmental responsibility. We are actively expanding our production to include 100% Biodegradable options, helping our clients meet plastic-reduction targets without compromising on the performance of their food packaging.
Get the Latest Discounts & Technical Specifications